Bata Bata Bang, aka Extrusion Confusion
23 November 2008
A picturesque review of a Bata Engineering Extrusion Press
from the heyday of the
Item: Bata Engineering, Twin Screw Extruder and Molding Press
Model: Mk1 “SOLPAK”
S/N: 1062
Specs: 220Volts/3 Phase/60 Hertz/96 Amps
Mfg: Bata Engineering/Division of Bata Shoe Company of
Canada Ltd,
Extruder Weight: 1,170 Lbs.
Press Weight: 2,475 Lbs
Dimensions: 8'Long x 40"Wide x 80"High (Assembled)
Platen Dimensions (Each): 6 ¾”Wide x 15 ¾”Deep
Open Daylight (Maximum distance between platens): 12”High
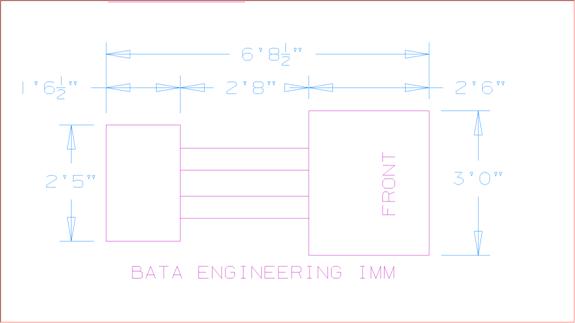
Figure 2 - Dimensions for the Bata Engineering Extrusion Press. The extruder is to the left, and the press is to the right. The two "bars" in the middle represent the extruder screw.

Figure 3-Bata Engineering Twin Screw Extruder

Figure 4-Bata Engineering Twin Screw Extruder. The nozzles, to the left, connect to the vertical press. The rectangular plate with four bolts, under the extruder barrels, bolts the extruder half to the press half.

Figure 5-Two 10 HP electric motors from
Extruder Motors (Each): US Electric, 10 HP, 460 Volts 15.5 Amps 3 Phase/230 Volts 31 Amps 3 Phase
Info on Bata Shoe Company: http://www.mysteriesofcanada.com/Ontario/batawa.htm
Parts: http://batawashoemachinery.com/main.html
Comments: This twin screw extruder with molding press was originally designed to manufacture soles for shoes. The extruders force the extruded material into a mold in the vertical press. The extruders also have air operated solenoids for shutting off flow from the extruder while the material in the molds is cooling. This machine has aluminum plates on the upper (movable) and lower (fixed) platens which are drilled with coolant lines, allowing molds without coolants could be utilized. Rather than extruding environmentally friendly material into a calendaring line to create a sheet, which can then be thermoformed (vacuum formed), this machine would allow the extruded material to be forced directly into the mold at a relatively low pressure, eliminating the need to palletize the material from the extruder and then reprocess it into sheets. The hopper is divided into two compartments, allowing two materials/colors to be processed at the same time.

Figure 6-Pneumatic Nozzle Shut Off on Extruder

Figure 7-Control panel to Bata Engineering extruder and press, designed for the shoe industry. The "fixed" lower platen actually shuttles forward and down to safely remove molded parts.

Figure 8 - Shuttle mechanism which slides lower (fixed) platen forward and down for safe removal of parts from the left and right molds.
Controls: The ideal way to get this machine up and running would be to replace the old relay logic with a modern Programmable Logic Controller (PLC). A good source is Automation Direct, website http://web1.automationdirect.com/adc/Home/Home. Their equipment is easy to use and well documented, as these types of industrial controls go. I spoke to an engineer who worked on automation projects such as this quite a while ago, and he estimated that I could reconfigure a plastic injection molding machine for PLC control myself in about a man-month. I should note that I have also taken a class in programming PLCs at the local community college, and have a small robot which I hooked up to an Automation Direct PLC as my class project, so I am already familiar with PLCs.. Someone with expertise in this arena could definitely beat this time estimate.

Figure 9-The two vertical plates, to the lower left, bolt to the extruder section.
Transportation: I don’t yet have an estimate on trucking – it appears that the freight classification system is proprietary, so I have to actually call/email a trucking company to find out the freight classification for “machinery, set up, and palletized.” One would need a forklift to move the extruder and molding press off the pallet, but it could be moved about on a smooth concrete floor with a pallet jack fairly easily as long as it’s still on the pallet.